
Metal stamping is a vital manufacturing process that underpins many high-precision industries, from automotive to aerospace and beyond. Understanding the various techniques involved can significantly improve production efficiency, product quality, and overall manufacturing outcomes. In this article, we will delve into the metal stamping process flow chart, explore the role of dies, compare different types of stamping, and discuss gauge measurement—all essential components for engineering and procurement professionals seeking reliable custom metal stamping solutions.
What is the process of metal stamping?
The metal stamping process flow chart outlines the systematic approach to transforming raw metal into high-precision components. Here’s a step-by-step breakdown of the stamping process:
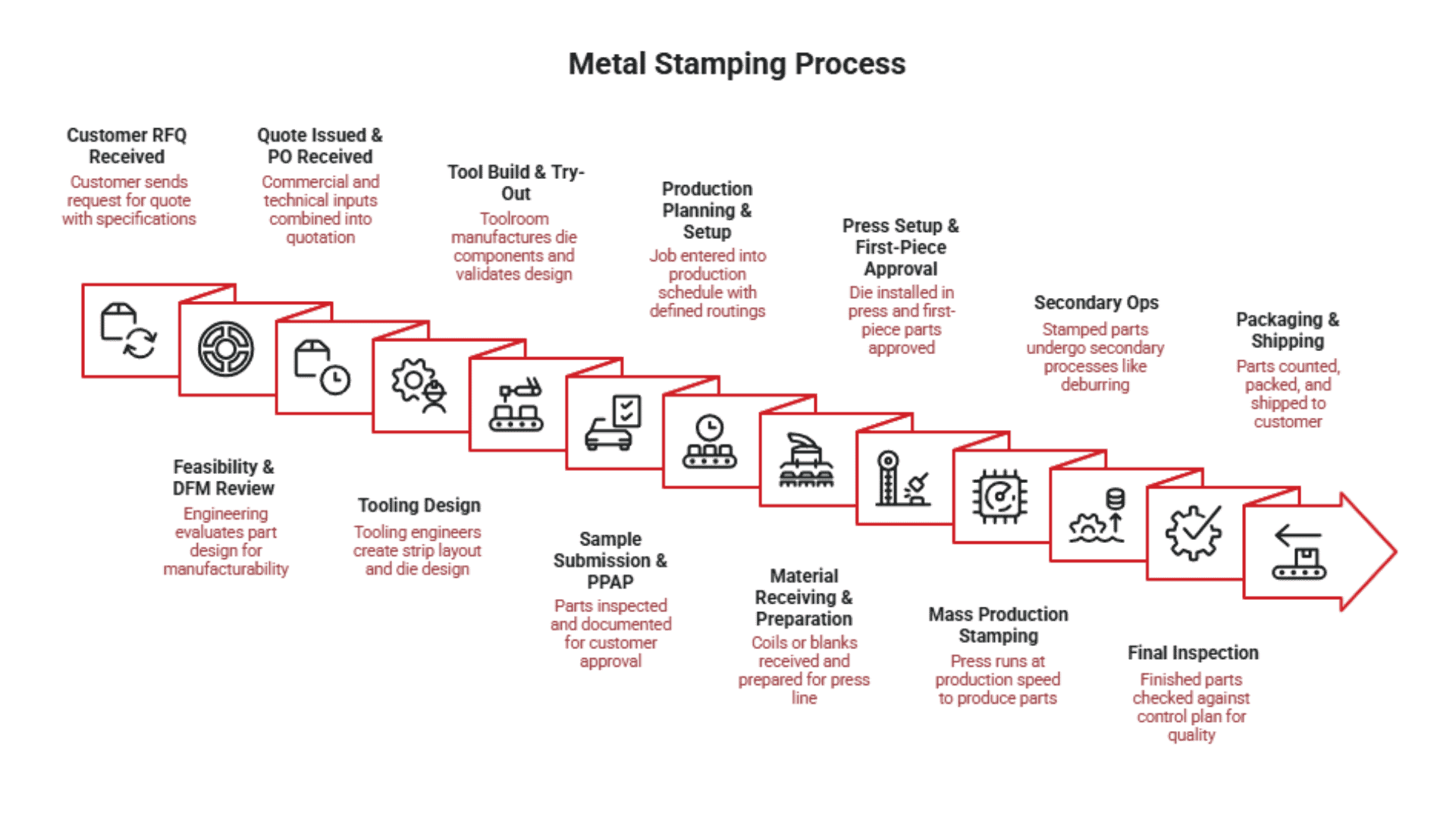
Precision and efficiency are critical in stamping, as each stage directly affects dimensional accuracy and part consistency. Each step in the stamping process step by step is designed to ensure that the final product meets stringent quality standards while minimizing waste and maximizing throughput. At Keats Manufacturing, we leverage one of the largest fleets of four-slide machines in North America to efficiently produce complex forms and bends for high-volume applications, enabling us to produce complex shapes and bends efficiently, particularly for high-volume applications.
What is a die in metal stamping?
In the context of metal stamping, a die serves as a critical tool that shapes the metal into the desired form. The function of a die is to cut, shape, and form metal through various processes. There are different types of dies used in metal stamping, including:
- •Progressive Dies: These allow multiple operations to be performed in a single press cycle, increasing efficiency.
- •Single-Operation Dies: These perform one operation at a time, often used for simpler shapes.
- •Compound Dies: These can perform multiple operations but are designed for specific parts.
The role of dies in ensuring accuracy and repeatability is paramount. A well-designed die enhances final product quality while minimizing scrap, rework, and long-term production costs. At Keats, our in-house tool & die development ensures that each die is crafted to meet the highest standards, backed by a lifetime guarantee.
What are the different types of metal stamping?
Metal stamping encompasses a variety of techniques, each tailored to specific applications. Here’s an overview of the types of stamping process:
Progressive Die Stamping (High Volume, High Precision)
Progressive die stamping is one of Keats’ core strengths. A continuous strip of material feeds through multiple stations in a single die, where it is punched, formed, and cut off as a finished part. This method is ideal for high-volume programs such as terminals, connectors, busbars, and reel-to-reel products, where we routinely run into the tens of millions of parts with very tight tolerances (down to the ten-thousandths of an inch on critical features) and highly repeatable quality.
When comparing high-volume progressive stamping to other die configurations, understanding how compound and transfer dies differ can clarify which approach best fits a given application. Our blog Compound vs. Progressive vs. Transfer Die breaks down these differences in detail.
Four-Slide / Multi-Slide Stamping (Complex Forms, Minimal Scrap)
Keats is particularly known for its four-slide and multi-slide capabilities. In these machines, multiple slides form the part from different directions, making them perfect for small, intricate components with multiple bends, hooks, and locking features—like clips, clamps, and specialty springs. This process often uses less material and reduces secondary operations, giving customers a very cost-efficient solution for complex geometries.
High-Speed Reel-to-Reel Stamping (Terminals, Lead Frames & Connectors)
For electrical terminals, lead frames, and connector pins, Keats uses high-speed progressive dies running on a carrier strip (reel-to-reel). It’s ideal for automotive, appliance, telecom, and industrial electronics applications where you need high volumes, reliable strip control, and plating-ready products.
What gauge metal for stamping?
Gauge measurement is a critical factor in the metal stamping process. It refers to the thickness of the metal and is significant because it influences the strength, weight, and overall performance of the final product. Understanding how gauge works is essential for selecting the right material for your application.
Factors influencing choice:
Choosing the appropriate gauge is crucial for ensuring that the stamped components meet the required specifications and performance standards. At Keats, we ensure full compliance with ISO 9001, ISO 14001, and IATF 16949, guaranteeing that our processes meet rigorous quality and compliance standards.
Ready to explore the world of metal stamping?
Dive deeper into our blog for expert insights, industry trends, and tips on choosing the right custom metal stamping manufacturer for your needs. Discover how our high-volume production capabilities can transform your projects.