
In the sector of precision metal stamping, understanding the concept of die clearance is critical for achieving high-quality components. Die clearance refers to the gap between the cutting edge of the punch and the die during the stamping process. Getting this clearance right is essential because it directly influences the cleanliness of the cut, the force required for stamping, and the longevity of the tooling. In this article, we will explore die clearance, its significance, and how it impacts the overall quality of stamped parts.
What is die clearance in metal stamping?
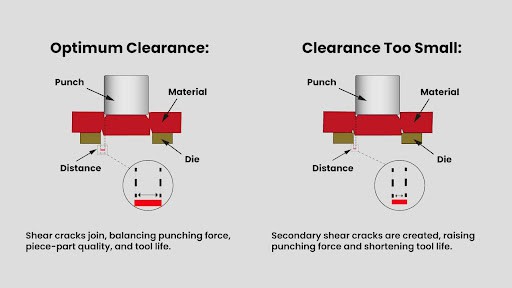
Die clearance is the distance between the punch and die at the point where the material shears. This gap is critical for several reasons:
- ✔Ensuring Dimensional Accuracy and Preventing Failure: The precise configuration of the die, including the gap or space where the material is cut or formed, is necessary to achieve the demanding requirements of modern parts.
- ✔Preventing Material Defects and Contamination: A properly designed and functioning tooling gap ensures a clean cut and prevents material issues (high contact resistance, which can lead to overheating, contact welding, and high erosion).
- ✔Maximizing Efficiency and Reducing Costs: The initial precision designed into the die and tool ensures cost-effective production over time.
Why it matters
Improper die clearance engineering leads to recurring defects in high-volume production. Our blog Common Defects Found in High Volume Runs & How to Prevent Them examines how tooling decisions directly impact part quality at scale.
What affects the required clearance
- Material thickness: Thinner materials generally require tighter clearance, while thicker materials need more.
- Material type and hardness: Different alloys and hardness levels often necessitate varying clearances.
- Part requirements: High-precision edges may demand a tighter gap, while a larger clearance can enhance tool life if edge quality is less critical.
- Die design and condition: The geometry and wear of the tooling can also affect optimal clearance.
How clearance is determined
This process ensures the tooling is precisely configured for dimensional accuracy and optimal manufacturing efficiency:
What is a die in metal stamping?
A die is a specialized tool used in the metal stamping process to shape and cut material. The metal stamping die design plays a pivotal role in determining the quality and precision of stamped parts.
Types of dies used in metal stamping
- Single-Stage Dies: Perform one operation at a time.
- Progressive Dies: Allow multiple operations in a single pass, enhancing efficiency.
- Compound Dies: Execute two operations simultaneously, such as cutting and bending.
The importance of die clearance in achieving precision cannot be overstated. It ensures that the die performs optimally, producing parts that meet stringent specifications.
What gauge metal for stamping?
Gauge metal refers to the thickness of the metal sheet, which is meaningful in determining how the material will behave during stamping.
Common gauges used in metal stamping applications
The appropriate thickness is determined by several critical factors related to the final product’s design, material properties, and specific application.
- Thickness is a Key Design Consideration: The thickness of the metal sheet is defined during the early phases of product development and design.
- Capabilities Exist for Diverse Thicknesses: Manufacturers have the capability to work with a broad range of material thicknesses, including extremely thin materials, depending on the alloy.
- Thickness Impacts Manufacturing Decisions: The required thickness influences cost and process selection.
Specialized processes like four-slide stamping can work with material that is already at the desired width of the final part, potentially requiring less excess material compared to other direct stamping methods
The relationship between gauge and die clearance is critical; as the gauge increases, the required clearance may also need to be adjusted. For example, the question What metal is best for stamping often arises, with answers varying based on the application and material properties.
What is the tolerance for sheet metal stamping?
Tolerance in the context of sheet metal stamping refers to the allowable deviation from specified dimensions.
| Application Type | Standard Tolerance |
|---|---|
| General Applications | ±0.005 inches |
| High-Precision Applications | ±0.001 inches |
Understanding how tolerance affects the overall quality and fit of stamped parts is essential. High-tolerance components are critical in industries such as aerospace and medical devices, where precision is non-negotiable.
How many types of stamping are there?
There are several types of metal stamping processes, each with its own applications and advantages.
Progressive Die Tooling (or Progressive Die Stamping)
This is a manufacturing process that carries a workpiece through several different stations to create a final product. It involves the use of successive forming or stamping operations on a single stock metal strip. The workpiece remains attached to its stock strip until the final station, where it is cut away. This methodology is commonly used to achieve high-volume production at reduced costs.
Four-Slide/Multi-Slide Tooling (or Four-Slide Stamping)
This is a sophisticated alternative to conventional stamping, using mechanically actuated or servo driven slides that can stamp, bend, and form metal workpieces from four orthogonal directions. The tooling can form complex shapes simultaneously from multiple directions. It often requires less material input because, unlike progressive die stamping, it often does not require a carrier strip to guide the component through the tooling. This method is well-suited for creating intricate shapes, curves, and bends greater than 90°. The equipment used for this includes four-slide and multi-slide machines.
Metal Stamping (General Power Press Tooling)
This is a general term for the process. It generally consists of a power press that forms a flat sheet or coil of metal into a desired shape or pattern. This includes Traditional Press Stampings, which primarily use vertical stamping motions to shear, form, or punch workpieces. The stamping press technologies are housed at Keats facilities alongside four-slide/multi-slide technologies.
Each method has its efficiencies and is suited for specific applications. Understanding what types of metal stamping does offer can help engineers and procurement professionals make informed decisions.
Can you stamp stainless steel?
Yes, stamping stainless steel is feasible, but it comes with its challenges.
Challenges and considerations
- Material hardness: Stainless steel is generally harder than other metals, requiring specialized tooling.
- Burr formation: Increased risk of burrs necessitates careful clearance management.
Common Applications
Applications where stainless steel stamping is used include automotive components, medical devices, and kitchen appliances, showcasing its versatility and durability. The question Can you stamp stainless steel is often raised, and the answer is a resounding yes, provided that the right techniques and tools are employed.